
ဘာသာစကား

စက္ကူပြွန်များသည် ရိုးရှင်းသော်လည်း ၎င်းတို့ကို ၀ယ်ယူသူ သို့မဟုတ် ထုတ်လုပ်သူတိုင်းသည် ခေါင်းကိုက်ခြင်းကို သိကြသည်- ကွဲအက်မှုတိုင်ကြားချက်များ၊ နံရံအထူမညီညာခြင်း၊ ကော်ရှုပ်ခြင်း၊ အစွန်းအထင်းများ၊ တယ်လီစကုပ်ပုံများ၊ ဝိုင်းဝိုင်းညံ့ဖျင်းခြင်းနှင့် ဓါးများပြောင်းလဲခြင်း သို့မဟုတ် မကောင်းသောစက္ကူတိုက်ခြင်းမှ အဆက်မပြတ်စက်ရပ်နေပါသည်။ ဤဆောင်းပါးသည် ထိုပြဿနာများကို အမှန်တကယ်ဖြစ်စေသော အရာများနှင့် မည်သို့သောအကြောင်းတို့ကို ပိုင်းခြားထားသည်။စက္ကူပိုက်စက်အတိုင်းအတာဖြင့် တည်ငြိမ်သော အရည်အသွေးကို ပေးဆောင်ရန် စီစဉ်သတ်မှတ်ခြင်း၊ လည်ပတ်ခြင်းနှင့် ထိန်းသိမ်းခြင်းတို့ကို ပြုလုပ်နိုင်သည်။ လက်တွေ့ကျသော ဝယ်ယူမှုစစ်ဆေးစာရင်း၊ ဘုံချို့ယွင်းချက်များကို တားဆီးပေးသည့် ထုတ်လုပ်မှုလုပ်ငန်းအသွားအလာ၊ စက်ရွေးချယ်စရာများကို နှိုင်းယှဉ်သည့်ဇယား၊ သုံးစွဲသူများယုံကြည်စိတ်ချရသော အရည်အသွေးထိန်းချုပ်မှုလုပ်ရိုးလုပ်စဉ်နှင့် ကြမ်းပြင်ပေါ်တွင် ပြဿနာဖြေရှင်းခြင်းလမ်းညွှန်အော်ပရေတာတို့ အသုံးပြုနိုင်သည်။
ဝယ်သူတစ်ဦးက "မင်းရဲ့ပြွန်တွေ တသမတ်တည်းဖြစ်နေတယ်" လို့ ပြောတဲ့အခါ၊ သူတို့က ဒီသတ်မှတ်ထားတဲ့ ပြဿနာတွေထဲက တစ်ခုကို ဆိုလိုတာပါ။ ကောင်းစွာပြင်ဆင်ထားသည်။စက္ကူပိုက်စက်၎င်းတို့ကို ပြုလုပ်ပြီးသည့်နောက်တွင် မကောင်းသောပြွန်များကို ခွဲထုတ်ခြင်းဖြင့် မဟုတ်ဘဲ အရင်းအမြစ်တွင် တားဆီးသင့်သည်။
အကယ်၍ သင်သည် ထုပ်ပိုးမှု၊ အညွှန်းများ၊ ရုပ်ရှင်များ၊ အထည်အလိပ်များ၊ စက္ကူစက်များ သို့မဟုတ် ဆောက်လုပ်ရေးဆိုင်ရာ အသုံးပြုမှုများအတွက် ပြွန်များကို ရှာဖွေနေပါက၊ သင့်ဖောက်သည်များသည် တူညီသောအရာနှစ်ခုကို ဂရုစိုက်သည်-ထပ်တလဲလဲနိုင်မှုနှင့်သန့်ရှင်းသောအနားများ. သင့်လုပ်ငန်းစဉ်ရှိ အရာအားလုံးသည် ထိုရလဒ်များကို ကာကွယ်သင့်သည်။
ပိုက်လိုင်းဆိုသည်မှာ စနစ်တစ်ခုဖြစ်သည်။ "စက်အမြန်နှုန်း" ကိုသာ အာရုံစိုက်ပါက အပိုင်းအစများ ပိုမိုမြန်ဆန်စွာ ထုတ်လုပ်နိုင်မည်ဖြစ်သည်။ ဤသည်မှာ အဆင့်ဆင့် အကဲဖြတ်သင့်သော အလုပ်အသွားအလာဖြစ်သည်။
သင့်လက်ရှိပြွန်များ “ကျပန်း” ပျက်ကွက်ပါက အကြောင်းရင်းသည် ကျပန်းဖြစ်ခဲပါသည်။ ဖောက်သည်များ မကျေနပ်မချင်း မည်သူမှ မတိုင်းတာသော တင်းမာမှု၊ ကော်ပျစ်မှု သို့မဟုတ် mandrel ဝတ်ဆင်မှုတွင် ပျံ့လွင့်မှုတစ်ခုဖြစ်သည်။
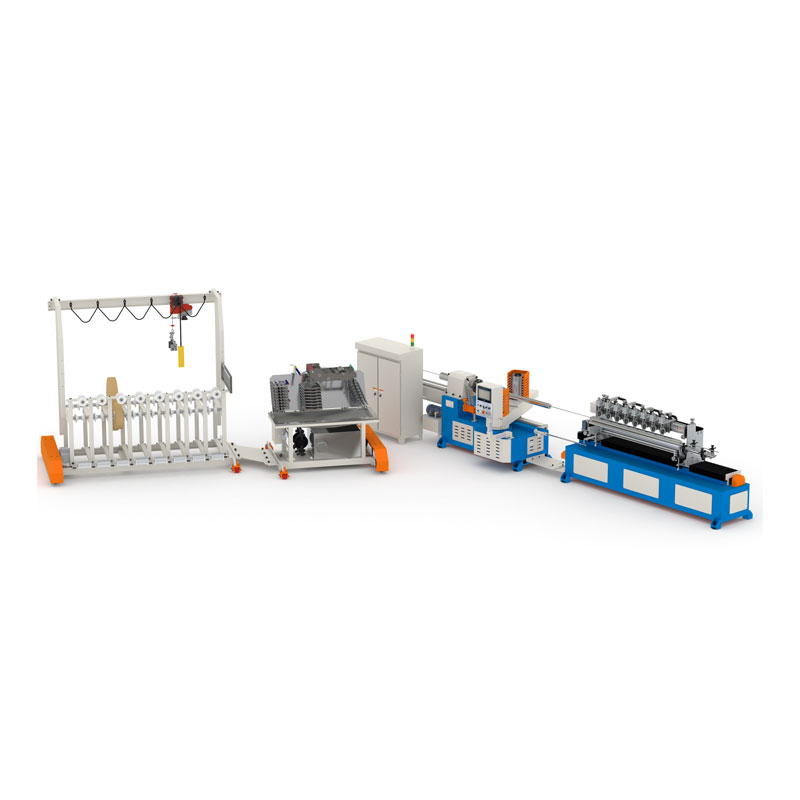
tube application တိုင်းသည် တူညီသောတည်ဆောက်မှုနည်းလမ်းကို မလိုအပ်ပါ။ ထုတ်ကုန်လိုအပ်ချက်များနှင့် စက်ပုံစံကိုက်ညီရန် အောက်ပါဇယားကို အသုံးပြုပါ။
| စက်/လုပ်ငန်းစဉ် အမျိုးအစား | အကောင်းဆုံး | အားသာချက်များ | သတိထားပါ။ |
|---|---|---|---|
| ခရုအကွေ့အကောက် | အထွေထွေထုပ်ပိုးမှုပြွန်များ၊ အထည်အလိပ်အူများ၊ တံဆိပ်ခေါင်းများ၊ အကာအကွယ်ပြွန်များ | မြင့်မားသောစွမ်းဆောင်ရည်၊ လိုက်လျောညီထွေရှိသောအရွယ်အစားများ၊ တင်းမာမှုကိုထိန်းချုပ်သောအခါတည်ငြိမ်သောအထွက်အား | delamination နှင့် ovality ကိုရှောင်ရှားရန် တင်းမာမှု/ကော်တည်ငြိမ်မှု လိုအပ်သည်။ |
| Convolute Winding | တိကျသောပြွန်များ၊ ပိုထူသောနံရံများ၊ ပိုမိုတင်းကျပ်သောသည်းခံမှုလိုအပ်သောအသုံးချပရိုဂရမ်များ | အထူးကောင်းမွန်သော အဝိုင်းပုံ၊ ခိုင်ခံ့သောဖွဲ့စည်းပုံ၊ သန့်ရှင်းသော အလွှာအပြင်အဆင် | ပိုမိုမြင့်မားသောတပ်ဆင်မှုအာရုံခံနိုင်စွမ်း; စာရွက်အကျယ်နှင့် ချိန်ညှိမှုသည် တသမတ်တည်းဖြစ်ရမည်။ |
| Manual / Entry-Level လိုင်း | သေးငယ်သောအသုတ်များ၊ ပြွန်ထုတ်ကုန်အသစ်များကို စမ်းသပ်ခြင်း၊ အကန့်အသတ်ရှိသော ဘတ်ဂျက် | ကုန်ကျစရိတ်သက်သာပြီး ရိုးရှင်းသော လေ့ကျင့်မှု | အထွက်နှုန်းသည် အော်ပရေတာကျွမ်းကျင်မှုအပေါ် များစွာမူတည်သည်။ ညီညွတ်မှုကို ထိန်းသိမ်းရန် ပိုမိုခက်ခဲသည်။ |
| Semi-Automatic လိုင်း | အလိုအလျောက် ကုန်ကျစရိတ် အပြည့်မရှိဘဲ တည်ငြိမ်သော အထွက်နှုန်း လိုအပ်သော စက်ရုံများ ကြီးထွားလာသည်။ | ဟန်ချက်ညီသော ကုန်ထုတ်စွမ်းအား၊ သော့ချက်အဆင့်များကို ပိုမိုတည်ငြိမ်စွာ ထိန်းချုပ်ပါ။ | ပျံ့လွင့်မှုကို တားဆီးရန် စံချိန်စံညွှန်း လည်ပတ်မှု လုပ်ထုံးလုပ်နည်းများ လိုအပ်နေသေးသည်။ |
| High-Automation Line | ကြီးမားသောအမှာစာများ၊ တင်းကျပ်သောပေးပို့မှုပြတင်းပေါက်များ၊ တင်းကျပ်သော QC ရှိသောဖောက်သည်များ | ထပ်တလဲလဲနိုင်မှု၊ လုပ်သားမှီခိုမှုနည်းပါးမှု၊ ပိုမိုကောင်းမွန်သော အတိုင်းအတာ | စည်းကမ်းထိန်းသိမ်းရေးနှင့် အပိုပစ္စည်းများ စီစဉ်မှု လိုအပ်သည်။ |
"အကောင်းဆုံး" ရွေးချယ်ခွင့်သည် သင့်ပြွန်သည်းခံနိုင်ရည်၊ အချင်းအကွာအဝေး၊ နံရံအထူနှင့် ဖောက်သည်များ၏မျှော်လင့်ချက်များနှင့် ကိုက်ညီသည်—ဘရိုရှာတွင် အကြီးမားဆုံးအမြန်နှုန်းနံပါတ်ပါသည့်အရာမဟုတ်ပေ။
ဝယ်သူ၏နောင်တကိုရှောင်ရှားလိုပါက၊ ကိုးကားချက်များမနှိုင်းယှဉ်မီ သင့်လိုအပ်ချက်များကို လော့ခ်ချပါ။ ဤသည်မှာ လက်တွေ့ကျသော စစ်ဆေးစာရင်းတစ်ခုဖြစ်သည်။
အကြံပြုချက်- ဤအဆင်မပြေသောမေးခွန်းကို သင့်ကိုယ်သင်မေးပါ-"ကျွန်ုပ်၏ အကောင်းဆုံး အော်ပရေတာ အလုပ်ထွက်လျှင် ဘာဖြစ်မည်နည်း"သင့်အရည်အသွေး ကျဆင်းပါက၊ သင့်တွင် လုပ်ငန်းစဉ်မရှိသေးပါ။ မင်းမှာလူတစ်ယောက်ရှိတယ်။ တိကျသေချာစွာ သတ်မှတ်ပါ။စက္ကူပိုက်စက်နှင့် မှတ်တမ်းတင်ထားသော ဆက်တင်များသည် ထိုအန္တရာယ်ကို လျှော့ချပေးသည်။
ယုံကြည်မှုရရှိရန် ရှုပ်ထွေးသော ဓာတ်ခွဲခန်းတစ်ခု မလိုအပ်ပါ။ ညီညွတ်မှုနှင့် ခြေရာခံနိုင်မှု လိုအပ်ပါသည်။ အော်ပရေတာများ အမှန်တကယ်လိုက်နာနိုင်သည့် ရိုးရှင်းသောလုပ်ရိုးလုပ်စဉ်ကို အသုံးပြုပါ-
အစွမ်းထက်ဆုံးတိုးတက်မှုမှာ ခြေရာခံခြင်း ဖြစ်သည်။အကြောင်းရင်းများ. “အစာကျွေးခြင်း” သည် ထိပ်တန်းအစာစားခြင်းဒရိုင်ဘာဖြစ်ပါက၊ အစားအစာတည်ငြိမ်မှုနှင့် လေ့ကျင့်မှုကို ဦးစွာပြင်ဆင်ပါ ပိုမိုမြန်ဆန်သောကိရိယာများကို မဝယ်ပါနှင့်။
စက်ရုံများသည် မကြာခဏဆိုသလို အရှိန်အဟုန်ဖြင့် မောင်းနှင်ပြီးနောက် အပိုင်းအစများ၊ အချိန်ပိုလုပ်ခြင်း၊ ဒေါသထွက်နေသော ဖောက်သည်များကြောင့် အပြစ်ပေးခံရလေ့ရှိသည်။ ပိုမိုကောင်းမွန်သော အစီအစဥ်သည် တည်ငြိမ်သော အထွက်နှုန်းအတွက် ဒီဇိုင်းဆွဲရန်ဖြစ်သည်-
အထွက်အား စီစဉ်သောအခါတွင်၊ လျှို့ဝှက်အချိန်စုပ်ခွက်များ ပါဝင်သည်- ပေါင်းစည်းကိုင်တွယ်မှု၊ ကော်သန့်ရှင်းရေး၊ ဓါးပြောင်းလဲမှုများနှင့် အရွယ်အစားပြောင်းလဲမှုများ။ ရပ်တန့်မှုနည်းသော အနည်းငယ်နှေးကွေးသောမျဉ်းသည် စည်းချက်အဆက်မပြတ်ကွဲနေသော ပိုမြန်သောမျဉ်းကို စွမ်းဆောင်နိုင်သည်။

ပြွန်လိုင်းအများစုသည် “လျှို့ဝှက်ဆန်းကြယ်သောပြဿနာများ” သည် ရုပ်ဖျက်ထိန်းသိမ်းမှုဆိုင်ရာ ပြဿနာများဖြစ်သည်။ ပျင်းစရာကောင်းသော်လည်း အကျိုးရှိသောအလေ့အကျင့်များဖြင့် အလုပ်ချိန်ကိုကာကွယ်ပါ-
အဆင့်မသတ်မှတ်ထားသော အကြံပြုချက်တစ်ခု- “ရရှိနိုင်သမျှ” ထောက်ပံ့မှုမဟုတ်ဘဲ ကော်ကို ထိန်းချုပ်ထားသော ပစ္စည်းတစ်ခုကဲ့သို့ ဆက်ဆံပါ။ တည်ငြိမ်သော ပျစ်ပျစ်နိုင်မှုနှင့် သန့်ရှင်းသော အပလီကေးရှင်းသည် စျေးကြီးသော အဆင့်မြှင့်တင်မှုများထက် ပြွန်အရည်အသွေးအတွက် ပိုမိုလုပ်ဆောင်သည်။
A စက္ကူပိုက်စက်တစ်ကြိမ်ဝယ်ယူခြင်းမဟုတ်ပါ။ ၎င်းသည် ရေရှည်ထုတ်လုပ်ရေး ဆက်ဆံရေးတစ်ခုဖြစ်သည်။ သင်ရွေးချယ်သော ပေးသွင်းသူသည် ဆက်တင်များကို ရှင်းပြခြင်း၊ ချို့ယွင်းချက်များကို ဖြေရှင်းခြင်းနှင့် တင်ပို့သည့်ပစ္စည်းများသာမက ထုတ်ကုန်များကို စံချိန်စံညွှန်းသတ်မှတ်နိုင်ရန် ကူညီပေးသင့်သည်။
ပေးသွင်းသူများကို အကဲဖြတ်နေပါက၊ ရှာကြည့်ပါ-
ပိုမိုဖွဲ့စည်းပုံကျသောချဉ်းကပ်မှုကို လိုချင်သောအဖွဲ့များအတွက်—အထူးသဖြင့် စွမ်းဆောင်ရည်ကို ချဲ့ထွင်သည့်အခါ—Wenzhou Feihua Printing Machinery Co., Ltd.ဝယ်ယူသူအများအပြားသည် စက်ပစ္စည်းများသာမက လက်တွေ့လည်ပတ်မှုလမ်းညွှန်မှုနှင့် "ဟီးရိုးအော်ပရေတာများ" ကို မှီခိုမှုလျော့နည်းစေသည့် တည်ငြိမ်သောထုတ်လုပ်မှုလုပ်ရိုးလုပ်စဉ်များကိုလည်း လိုချင်သောကြောင့် ပေးသွင်းသူရွေးချယ်မှုအဖြစ် မကြာခဏအကဲဖြတ်လေ့ရှိသောကြောင့်ဖြစ်သည်။
သင့်လက်ရှိပြွန်များ တသမတ်တည်း ချိတ်ဆက်မှု၊ ရှုပ်ယှက်ခတ်နေသော အနားသတ်များ၊ သို့မဟုတ် ပေးပို့မှုကို အနှောင့်အယှက်ဖြစ်စေသော အချိန်စက်များ ကြုံတွေ့ရပါက၊ ပြုပြင်မှုသည် “ပိုမိုမြန်ဆန်” ရန် ရှားပါသည်။ စစ်မှန်သောဖြေရှင်းချက်သည် မှန်ကန်မှုနှင့်ကိုက်ညီသည်။စက္ကူပိုက်စက်သင်၏ tube specs များကို ချိန်ညှိကာ၊ အပြောင်းအလဲများ အပြောင်းအလဲဖြစ်လျှင်ပင် အရည်အသွေး တည်ငြိမ်မှုကို ထိန်းထားနိုင်သော ထပ်ခါတလဲလဲ လုပ်ဆောင်နိုင်သည့် လုပ်ငန်းစဉ်ကို တည်ဆောက်ပါ။
သင်၏ tube အရွယ်အစားအပိုင်းအခြား၊ ပစ်မှတ်သည်းခံမှုနှင့် ထုတ်လုပ်မှုပန်းတိုင်များကို ဆွေးနွေးရန် အဆင်သင့်ဖြစ်ပြီလား။ တက်လှမ်းပြီးကြှနျုပျတို့ကိုဆကျသှယျရနျသင့်စက်ရုံနှင့်ကိုက်ညီသော လက်တွေ့ကျသောစက်နှင့် လုပ်ငန်းစဉ်အစီအစဥ်ကို ရှာဖွေရန်—ယေဘူယျကိုးကားချက်တစ်ခုမျှသာမဟုတ်ပေ။











